



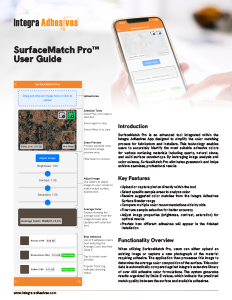
SurfaceMatch Pro™ – Key Features
- • Upload or capture photos directly within the tool
- • Select specific sample areas to analyze color
- • Receive suggested color matches from the Integra Adhesives Surface Bonder range
- • Compare multiple color recommendations side-by-side
- • Fine-tune sample selection for better accuracy
- • Adjust image properties (brightness, contrast, saturation) for optimal results
- • Preview how different adhesives will appear in the finished installation
Download brochure for more information.
Benefits of Cartridge Adhesive vs. Bulk Adhesive
- • Perfect color match
- • Consistent ratio, color
- • Ready to apply
- • Smooth application
- • Clean, easy application
- • Minimal product waste
- • Tidy, fast clean-up
- • User friendly
Download brochure for more information.

Why More Fabricators are Switching to Integra Cartridge Adhesive
- • Save Time on the Jobsite
- • Minimal Surface Preparation
- • Consistent Color
- • Perfect Mix Ratio
- • Superior Chemistry
- • Zero Callbacks
Download brochure for more information.
Additional Brochures and Tables
Integra Product Selection Brochure Integra Comparison Sheet Comparison table – Xi vs. XI+® All Weather Table – Horizon High UV Table – Horizon Temperature Extremes Table – HorizonTips and Techniques
- Damaged Guns
- Leaking Pistons
- Trigger Action
- Cold Adhesive
- Cold Sheet Goods
- Surface Preparation
- Fabricating a cold sheet in a warm room
- Storage
- Activator Failure
- Double Bead
Dispensing Guns
Manual dispensing guns vary in mechanical advantage. High mechanical advantage dispensers can produce excessive internal pressure. The higher the pressure the more chance for off ratio dispensing. To minimize off ratio dispensing, use the recommended static mixer and as little pressure as possible to dispense the adhesive at a reasonable rate. Ask your Integra technical sales representative for dispensers approved for use with Integra adhesives and cartridges. Use of non approved dispensers can cause off ratio mixing and voids the manufacturer warranty. TOPDamaged, worn or malfunctioning dispensing guns
Malfunctioning dispensers can cause uneven or incomplete adhesive cure. Damage to the ratchet or brake mechanism and cracks or missing teeth on the plunger of a dispensing gun can cause uneven feeding of the pistons.- Check the condition of the dispenser paying particular attention to the ratchet mechanism.
- Look for broken teeth, build up of adhesive or play in the dispensing mechanism.
- Also look for loose, bent, misaligned or missing piston rod end discs.
- Check to see if the two push rods are of equal length.
- Check to see if the dispenser body is bent, twisted or has adhesive build up that prevents the cartridge from accurately aligning to the piston rod travel.
- Purge adhesive (approximately 1 tablespoon)
- Check to see if the adhesive continues to drool out of the outlet. If drooling continues for more than a few seconds, the adhesive dispenser is not functioning properly. Check to see if the non drip feature is retracting between strokes
Leaking Cartridge Pistons
- Check the condition of the dispenser.
- Look for excessive play in the piston rods or loose piston rod ends.
- Check cartridge position in the dispenser and ensure that it sits parallel to the piston rods.
- For pneumatic systems, ensure there is a regulator on the dispenser providing controlled pressure of less than 60 PSI (5 bar).
- Adjust pressure to provide adequate flow without overpowering the system.
- If leaking occurs, your supplier may wish to inspect the molded part for defects, damage or missing o-rings as part of their quality control program.
Operator Tigger Action
Some shops find that off ratio dispensing appears to be a random event and may occur more often with some individual operators. The triggering action used with manual dispensers is an important technique to ensure an even cure.- Purge adhesive (approximately 1 tablespoon)
- Check to see if the adhesive continues to drool out of the outlet. If drooling continues for more than a few seconds, the adhesive dispenser is not functioning properly.
- Check to see if the non drip feature is retracting between strokes.
- Apply smooth even strokes; maintain constant feed and pressure using the full stroke of the trigger.
- Do not stop and let adhesive drool out of the tip between strokes, quickly re-trigger the gun and continue until dispensing is completed.
- To minimize off ratio dispensing, use as little pressure as possible to dispense the adhesive and maintain a constant forward motion of the cartridge pistons.
Cold Adhesive
- Adhesive stored in the fridge or a cold shop, should be allowed to return to room temperature before use.
- Some adhesive components become thicker at low temperatures and may not mix as well.
- Thickened material creates higher pressure in the cartridge and tip.
- Higher pressure will flex the cartridge wall and can throw off mix ratio.
- If you re-warm adhesive, make sure the cartridge outlet plug is in place.
- A mixing tip left on the cartridge can allow expanding adhesive to back flow into the activator chamber and result in a plugged cartridge.
- Never warm adhesive above 110 degrees f. The activator may be damaged.
Cold sheet material
Bonding sheet goods that have been stored below normal room temperature will cause the adhesive to cure slowly in the joint. Fabricating with cold sheet goods may prevent a full cure from developing in areas with lower than optimum activator levels.Surface Preparation for Deck Seam, Lamination and Mitre
- Surface needs to be dried before applying adhesive. Porous surfaces (like some natural stones) need extra attention to make sure internal moist has been evaporated.
- Surface also needs to be free of dust/dirt and degreased before applying adhesive. Clean with Polish Acetone or Alcohol.
- Surface and adhesive should both be at room temperature.
